
Jak už asi víte z předchozího článku tak jsem před nějakým časem začal s SLA tiskem z resinu. Mohli jste se dočíst o mém boji s tou lepkavou hmotou a o prvních zjištěních. V tomto článku bych chtěl pokračovat s takovými malými překvápky a komplikacemi. Nečekejte žádné převratné nálezy, spíš věci co jsou vlastně jasné, ale při první úvaze můžou uniknout.
Příprava modelu
Je třeba si zvyknout na hodně jinou přípravu modelu než v případě FDM tisku. Příprava modelu má zcela zásadní vliv na jeho kvalitu. Očekával jsem mnohem přesnější výstupy a výsledek je tak napůl. Úroveň detailu je většinou parádní, ale celkově na modelu může docházet k dost velkým deformacím. To situaci trochu komplikuje pro technické tisky, kde jsem měl trochu větší očekávání. Pořád se to ještě učím, takže tady jsou nějaké poznatky.
- Orientace na podložce
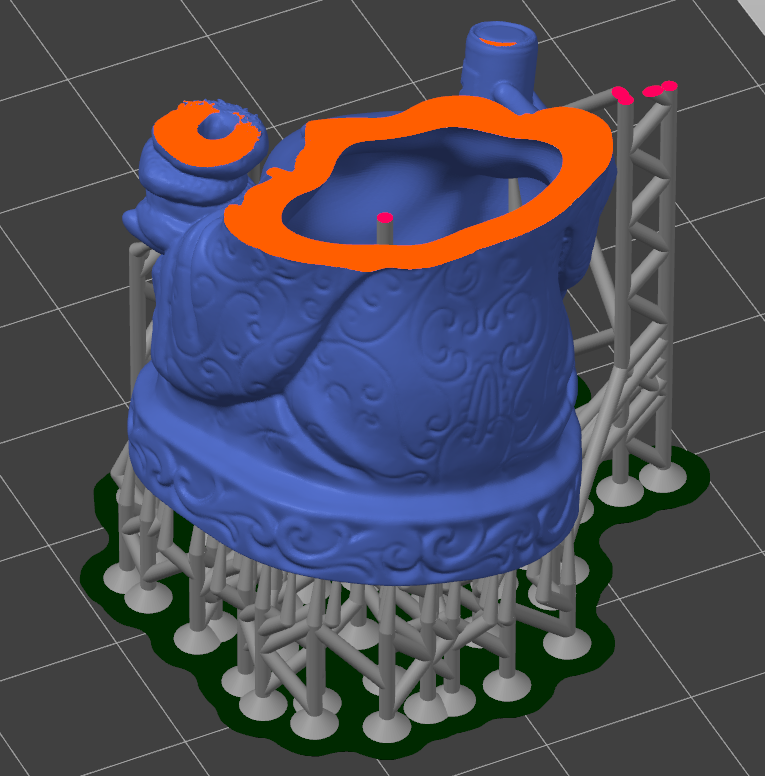
Ve FDM je použitelným standardem položit pohledovou plochu na podložku a získat tím zajímavou texturu. V SLA je odstraňování z podložky občas mechanicky náročné a dochází dost k poškození. Tiskne se proto na suportech. Na suportech se nehodí tisknout v jedné vrstvě naplocho, protože supporty nemusí celou plochu naráz udržet pro utržení. Vhodnější je proto náklon. Gravitace a deformace vrstev při odtrhávání hraje dost proti vám, suporty dost pomůžou. Jejich odstraňování ovšem nadělá za objektu výrazně větší paseku než při FDM tisku. - Dutiny a otvory
Předměty jsou defaultně plné a dutiny je třeba řešit ve sliceru. Dutina sama o sobě nestačí, protože vznikne model vyplněný tekutým resinem. Nevýhodou je krom spotřeby materiálu a neustálého zápachu taky nebezpečí, že vám model časem praskne a resin z něj začne vzlínat ven. Je proto vhodné v horní části modelu udělat otvor, kterým se v průběhu tisku dostane vzduch do předmětu. Otvor taky slouží při oplachu k vymytí resinu. Další podstatným přínosem otvoru je zmenšení podtlaku při odtrhávání z FEP.
U složitějších modelů je prý potřeba hlídat i spojitost dutin, dokonce už na to je i nějaký SW tool. Tak daleko ještě nejsem.
Slicer
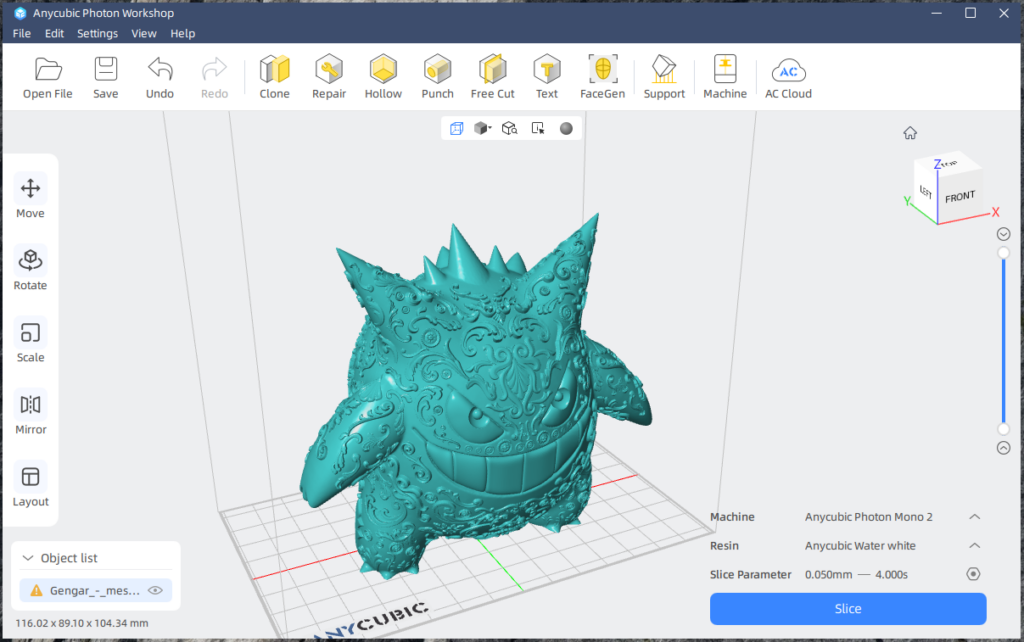
Situace s programovým vybavením je asi největším rozčarováním. Na moji tiskárnu Anycubic Photon Mono 2 existuje program AnycubicPhotonWorkshop, který je čínsky příšerný. Chybí tu asi milion věcí, které beru v PrusaSliceru, nebo vlastně čemkoliv ve FDM jako standard. Například není možné uložit rozpracovaný projekt tak, aby byl později editovatelný. Připravený model sice můžete uložit jako STL, čímž zachováte velikost nebo asi i natočení. Předpřipravené suporty se stanou součástí modelu a při příštím otevření je již nezměníte. No a jako bonus zcela jiná tlačítka na rotaci a pohyb modelem, no děs.
Nejschůdnější variantou je použít PrusaSlicer na kompletní přípravu modelu a následně přenést model i se supporty do AnycubicPhotonWorkshop. Doufám, že časem přibude podpora přímo v PrusaSliceru.
Alternativy jako ChiTuBox a Lychee jsem ještě netestoval.
Doba tisku
No vleče se to, ale to je cena za detaily. Aktuálně tisknu prvních 5 vrstev po 7s a zbytek po 4s, pauza 1s, jedna vrstva má 0.05mm. Například jednorožci co jsou na fotce jeli 3h 37m. Podstatné je to množné číslo, počet předmětů na podložce neprodlužuje dobu tisku a selhání jednoho předmětu většinou neohrožuje dotištění ostatních. To jsou velké výhody, se kterými je dobré pracovat.

Absence správy materiálu
Tiskárna vůbec netuší, jestli je resin ve vaničce. Dražší tiskárny to asi nějak řeší, ale tady je to plně na vás. Musíte prostě na začátku nalít tolik, aby to stačilo na dotištění modelu, nebo na to myslet v průběhu. Slicer vám řekne odhad v mililitrech a vanička má rysky, takže to situaci trochu zjednoduší. Rysky taky pomůžou s maximálním plněním, tak aby podložka nevytlačila resin ven z vaničky. Automatické doplňování asi není triviální s ohledem na potřebu resin dobře promíchávat v lahvi. No zatím mě to netrápí tolik, abych to řešil, ale ve FDM to bylo jednodušší.
Napsat komentář